瓷片与电机轴自动上料到立式注塑机:实战改造方案
#服务案例 ·2026-04-16 15:50:56

文章概述
本案例展示在微电机注塑前装配线上,引入自动化上下料单元后如何通过送料、夹具、机械手与视觉检测的协同,降低漏放与返工,提高产能与一致性,并给出实施要点与注意事项(以广东本地项目实践为参考)。
问题现场:为什么人工容易出问题
在这一工序,操作员需要把瓷片和轴按方向放置在模具工位。看似简单,但在高节拍与长班次下,常见问题会累积:
- 漏放与错放:人工在高节拍下的视觉与注意力有波动,导致后段注塑异常。
- 方向与表面质量:瓷片或轴端方向错误、油污或毛刺会影响灌胶成型质量。
- 节拍一致性差:操作员间节拍差异使产能预测与调度困难。
改造思路
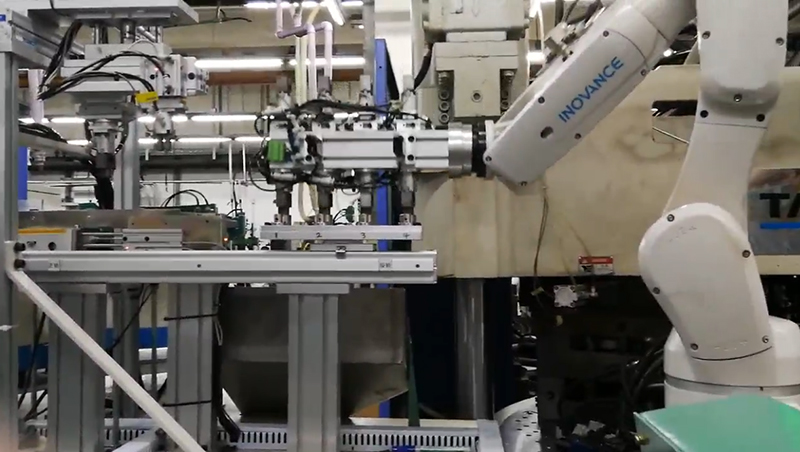
采用汇川产品组合并结合系统集成方法论,将工序拆解为:可靠供料 → 机械手取放 → 定位夹具定位 → 工业视觉闭环判定 → PLC 与注塑机联动。核心在于用控制逻辑把离散动作串成一个可靠、可监控的闭环过程。
汇川选型与落地建议
- 稳定的供料:为汇川控制节点预留物理缓冲与传感器反馈,瓷片与轴分别使用振动盘/料格,并在输送末端添加光电或微定位槽。
- 抓手与夹具:软垫面与可调抓力的气动夹具,配合定位销或导向套筒,减少瓷片破损并提高装配重复性。
- 视觉闭环:在取件前、放置后各设视觉点,采用模板匹配与亮度滤波判断方向与缺件,NG 通过输送线剔除或回补。
- 节拍与控制:使用汇川 PLC 作为节拍主控,伺服/机械手通过现场总线(如 EtherCAT/Modbus)与 PLC 同步,注塑机与上下料通过 IO 或工业协议实现安全联动与状态同步。
实施步骤
- 产线评估:测量注塑机节拍、IO 接口、零件图、产量目标与现场空间布局。
- 选型与原理图:以汇川 PLC 为节拍主控,伺服驱动定位轴,HMI 作为配方与报警界面,输出电气与气缸原理图。
- 试点与联调:搭建单站试点,重点验证送料稳定性、视觉判定精度与与注塑机联动逻辑。
- 放大复制:固化夹具与程序模板,按模块化方式复制到其他工位,缩短切换时间。
- 培训与维保:提供操作、换夹具与视觉维护 SOP,并在 HMI 中加入故障自诊断提示。
常见风险与汇川式防范
- 夹具接触力与形位不当:采用软垫与缓冲结构,制定寿命测试与更换周期。
- 送料波动:加入物料到位传感与视觉二次确认,利用 PLC 阻塞/回补逻辑处理短时缺料。
- 联动与安全:在系统设计阶段与注塑机厂家确认急停与同步策略,HMI 上显示联动状态与故障定位信息。
客户价值
基于汇川控制产品的模块化选型与系统集成实践,能把人工装配带来的质量与节拍波动降到可控区间,并通过 HMI 与 PLC 的数据采集实现持续优化。对于广东地区的微电机企业,这一改造既是品质治理的手段,也是产能增长的杠杆。
推荐做法:先以汇川 PLC+伺服的单站试点开始,量化漏放率与产能改善,再决定复制节奏。
FAQ
- 该方案适合哪些规模的产线?
- 适合中小批量、对良率与节拍稳定性有较高要求的产线,尤其是人工误差导致返工成本较高的场景。
- 改造会影响注塑机的现有节拍吗?
- 改造设计以不降低注塑节拍为前提,通过并行动作与缓冲策略实现节拍匹配。