包装设备为什么越来越多从变频走向伺服+PLC协同?一篇看懂汇川控制架构升级思路
#OEM解决方案 ·2026-04-03 16:57:35

文章概述
包装行业设备节拍快、规格切换频繁、联动点多,很多旧方案虽然还能运行,但在换型、同步、报警处理和维护效率上已经很难支撑后续需求。真正有效的技术升级,往往不是单点换件,而是围绕伺服、PLC 和 HMI 做一轮更清晰的控制架构重构。
一、包装设备为什么越来越需要做控制系统升级
对很多包装企业来说,设备升级已经不是可做可不做的选项,而是随着订单节拍、换型频率和维护压力变化逐步出现的现实需求。卷膜、输送、封切、贴标、计量、收放卷这些环节,本身就对运动控制和人机交互有较高要求。一旦设备长期处于频繁换规格、持续提速和依赖人工经验的状态,原有控制方案就很容易暴露出“能运行但不好维护、不好换型、不好排故”的结构性短板。
这也是为什么在包装行业里,技术升级通常不是简单把一台旧驱动替换成一台新驱动,而是会逐步走向“伺服负责关键运动,PLC 负责逻辑协调,HMI 负责配方与报警”的分层架构。对用户来说,真正的价值并不是控制柜里多了几台新产品,而是设备的同步性、换型效率和维护可控性开始提升。
二、老包装设备最常见的升级触发点是什么
从工程角度看,包装设备启动技术升级,通常不是因为某个部件坏了,而是以下几类问题反复出现:
- 规格切换后需要大量人工重调,配方管理不清晰,换型效率越来越低。
- 定长、追剪、封切等动作对同步要求变高,原本依赖普通变频调速的方案开始吃力。
- 现场报警信息不清楚,设备一停机,工程师和操作员都要靠经验排查。
- 多机构联动越来越复杂,旧 PLC 程序和电气架构已经不利于扩展和维护。
- 设备升级后要接入更多传感器、通信设备或上位管理系统,原控制平台接口能力不足。
三、为什么升级时会优先考虑汇川这一套产品组合
很多包装设备升级并不是为了“把原来的东西全部推倒重来”,而是为了让关键工位的控制能力和整机协同能力更匹配当前的生产要求。对于客户来说,真正需要关心的也不是某一个型号单独有多强,而是整套控制组合放到自己设备上之后,能不能把同步、换型、报警和维护这些核心问题一起理顺。
| 产品类别 | 在包装设备中的作用 | 为什么升级时优先考虑 |
|---|---|---|
| 伺服系统 | 定长送料、追剪、封切、收放卷、跟随控制等关键动作 | 关键工位越来越需要响应快、同步清晰、重复性更稳定的控制方式 |
| PLC | 整机时序、联锁、配方切换、报警流程和多设备通信 | 控制逻辑标准化后,设备维护和后期扩展更可控 |
| HMI | 配方管理、参数权限、报警提示、状态监控 | 升级后不仅要跑得动,还要让操作员更容易用、工程师更容易排故 |
也正因为如此,很多客户在做包装设备升级时,并不会只看单个产品,而是更关注整套控制架构是否清晰、后期是否容易维护。万纬科技在这类项目中提供的价值,就是把关键轴和辅机轴分清,再决定哪些位置该用伺服、PLC 程序需要怎么重构、HMI 画面和报警逻辑要怎么改,最终形成一套更适合现场使用的升级方案。
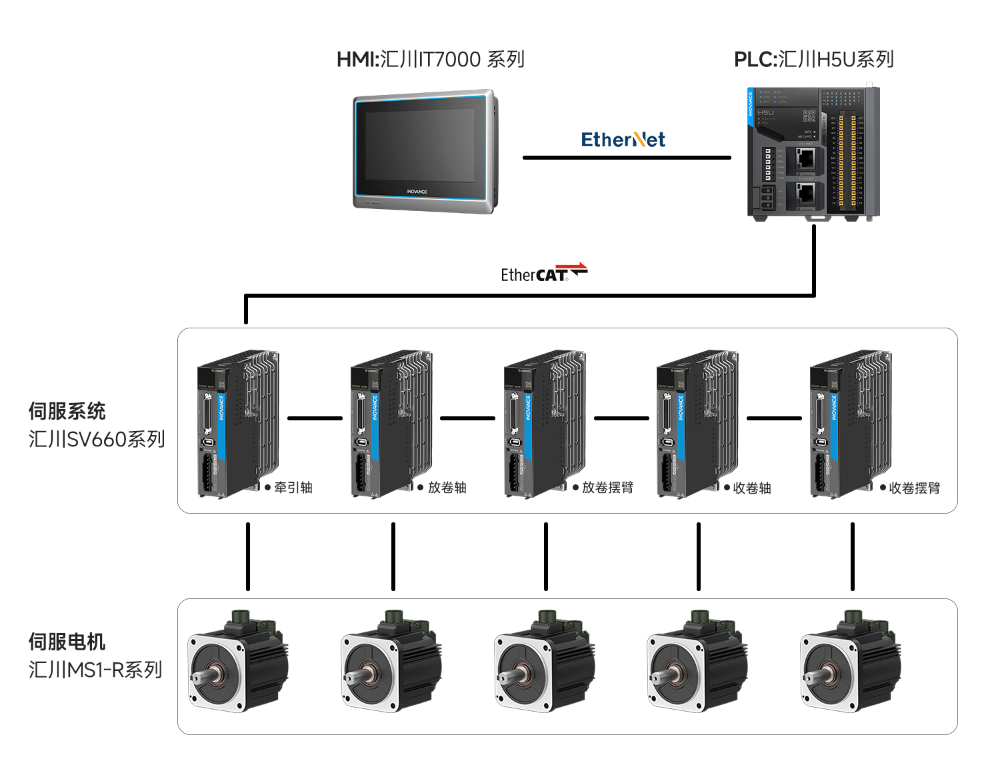
四、示例选型路径:为什么会选这些汇川产品和型号
以下型号用于说明常见升级思路。实际项目仍需按轴数、功率、节拍、I/O 点位和现场通讯方式确认,核心目的是帮助客户理解选型逻辑,而不是先记住型号本身。
| 示例产品 | 示例型号 | 选它的原因 | 主要解决的问题 |
|---|---|---|---|
| PLC | 汇川 H5U 系列 | 更适合承担包装设备升级后增加的联动逻辑、配方管理和通讯需求 | 旧程序结构混乱、扩展困难、后期维护依赖个人经验 |
| 伺服系统 | 汇川 SV660 系列 | 适合关键工位的高速响应、跟随控制和重复定位需求 | 定长不稳、追剪不同步、节拍提上去后误差放大 |
| HMI | 汇川 IT7000 系列 | 更适合重做参数界面、报警分层和配方切换逻辑 | 界面不清晰、换型效率低、操作员排故慢 |
如果您当前对汇川产品还不够熟,可以先这样理解:关键同步动作优先看伺服,整机逻辑优先看 PLC,人机操作和配方管理优先看 HMI。型号不是先拍脑袋定,而是围绕这些控制目标反推出来。
五、万纬科技在实施过程中真正解决了什么
对包装设备升级项目来说,真正难的通常不是“买什么”,而是“怎么让新架构平稳替换旧架构”,并且让设备在后续使用中更容易维护。很多项目在选型阶段看起来都差不多,但真正进入实施后,程序结构、参数迁移、动作节拍、报警逻辑和操作习惯,都会决定最终结果是否稳定。
万纬科技在实施中通常会重点处理以下问题:
- 先梳理控制目标。 把定长、追剪、封切、放卷、输送这些动作拆开,明确哪些是关键轴、哪些是辅机轴,而不是上来就先定型号。
- 重做程序结构。 旧设备升级时,原程序常见问题是逻辑分散、报警与动作混在一起,后续维护很难。PLC 程序重构后,联锁、配方、报警、权限分层会更清晰。
- 处理参数迁移和联调。 新旧架构切换过程中,容易出现跟随误差、动作节拍不一致、辅机速度配合不稳定等问题,这些都需要现场联调经验。
- 优化 HMI 画面。 设备升级后,如果操作方式没有同步优化,现场依旧会觉得“新系统更复杂”。所以界面逻辑、报警提示和配方切换流程必须一起改。
- 控制成本和交付边界。 不是所有轴都需要高配,万纬科技更强调在关键性能、稳定性和投入之间找到合适平衡。
六、一个更合理的包装设备升级闭环是什么样

从这个闭环可以看出,包装设备技术升级更像是一项系统工程。对客户来说,更重要的不是单独更换了哪一台设备,而是升级之后,整机是否更稳定、换型是否更顺、后续维护是否更省力。万纬科技在项目中的作用,就是把选型、程序重构、现场联调和后期维护逻辑真正串起来。
七、实施时最容易低估的三个难点
第一,型号不是从目录里直接抄出来的,而是从工艺要求反推的。 同样是包装设备,不同机型在轴数、节拍、材料特性和动作复杂度上差异很大,所以型号选择一定要服从工艺目标,而不是只看价格或只看功率。
第二,升级后的问题经常出在“协同”,而不是单个产品。 伺服本身没有问题,不代表 PLC 的节拍逻辑一定合理;HMI 能显示,不代表操作员就能快速判断报警原因;变频器能跑,不代表与主轴速度就匹配得足够稳定。
第三,技术升级必须把后期维护考虑进去。 很多项目初期只盯着试机成功,但真正进入生产后,配方切换、权限管理、报警信息、远期扩展才会开始体现差距。万纬科技在项目里更重视这一层,是因为这才决定系统能不能长期用得顺。
八、FAQ
- 包装设备升级时,是不是所有电机都要换成伺服?
不是。关键同步动作更适合优先评估伺服,辅机或一般连续调速位置仍然可以合理使用变频器,关键在于分层而不是一刀切。 - 如果我现在并不清楚该选哪个型号怎么办?
先明确工艺节拍、轴数、负载、I/O 点位和通讯要求,再按控制目标去筛型号,比先看目录更有效。 - 万纬科技在这个过程中能提供什么价值?
从产品组合建议、程序结构重构、现场联调到后续维护逻辑梳理,万纬科技更关注的是让升级方案真正适合设备长期运行,而不只是完成一次替换。
九、方案沟通建议
如果您当前正在评估包装设备的控制架构升级,可以先把现有设备的关键工艺环节、轴数、换型方式和主要故障点梳理出来,再判断是应该先做伺服升级、PLC 重构,还是人机界面优化。
对广东区域内需要做自动化升级的包装设备项目,如果您想进一步讨论汇川产品如何组合更合适,或者想先确认型号选择思路和实施边界,也可以结合现场工况与万纬科技技术团队继续沟通。
十、补充说明
本文中的型号用于帮助客户理解包装设备升级时常见的产品组合逻辑。实际项目在确认型号时,仍应结合设备结构、工艺节拍、负载特性、轴数和现场通讯方式综合评估。